Informations
Année de challenge
2016/2017
Thématiques
Ergonomie
Installation / Outils
Forge
Transposition
Métiers de la préparation en outillage de laminage, manutention de pièces lourde
Mots-clés
conception, ergonomie, forge, outillage
Commentaire GESiM
L’intérêt est la réflexion sur l’évolution de l’outillage. Les outils de guidage monoblocs ont été décomposés en une partie « durable » et une partie d’usure pour n’avoir à manipuler que la partie d’usure permettant ainsi de diminuer les charges à manipuler et de restreindre les parties à réparer.
Documents annexes
Aucun document annexe disponible.
Action transposable
Description du problème
Les outils de guidage utilisés sont lourds, difficilement maniables et nécessitent des opérations de réparation/préparation et manutention présentant des risques et une pénibilité des tâches élevées :
- Opération de forge avec préchauffe et frappe à la masse sur une enclume
- Opération de meulage importante pour donner une forme spécifique (expositions au bruit, vibrations…)
- Manutention de pièce lourde (de 30 à 120Kg) avec risque de chute pendant les manutention, TMS, douleur dorsale…)
Objectifs et résultat de l’action
Réduire le poids des outils de guidage actuels (-30% minimum)
Réduire/Eliminer l’opération de forge
Réduire les temps de préparations et d’expositions aux risques (meulage, vibration)
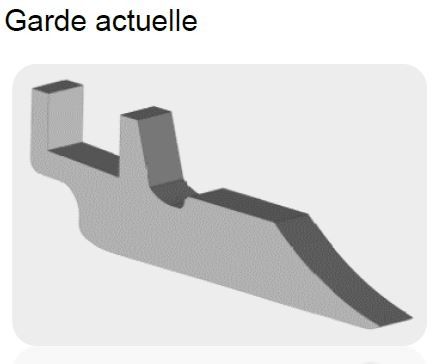
Outillage concernée : « Garde », il s’agit de pièces forgées utilisé pour le guidage de bloc d’acier pendant l’opération de laminage de palplanche.
Résultat :
Modification de la pièce monobloc pour intégrer une pièce d’usure plus légère et interchangeable.
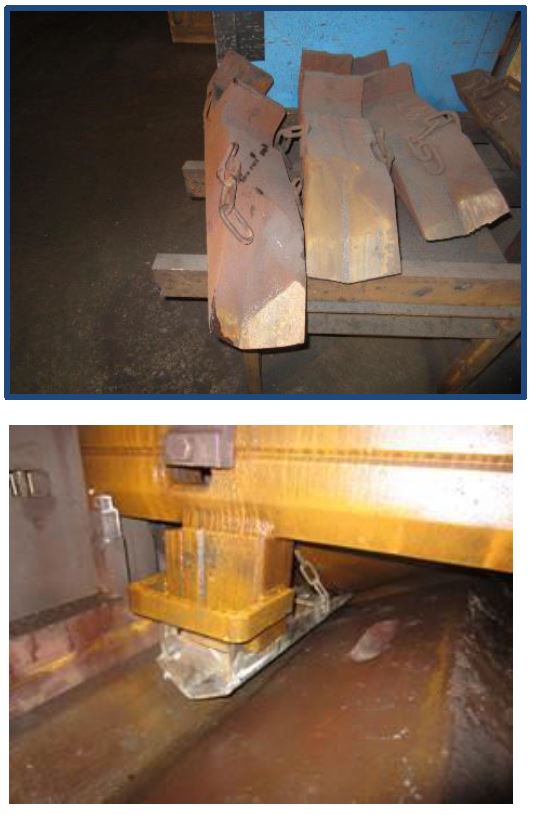
Photos avant/après

Autre idée pour les outils de guidage les plus lourd, réaliser un assemblage mécano-soudé plutôt qu’un bloc taillé dans la masse.
Exemple : ci-dessous une pièce de +-120Kg, ci-dessus la même réalisation en assemblage mécano-soudé pour un poids de +-40Kg (en test)
Exemple : ci-dessous une pièce de +-120Kg, ci-dessus la même réalisation en assemblage mécano-soudé pour un poids de +-40Kg (en test)
Photos supplémentaires
Actions menées
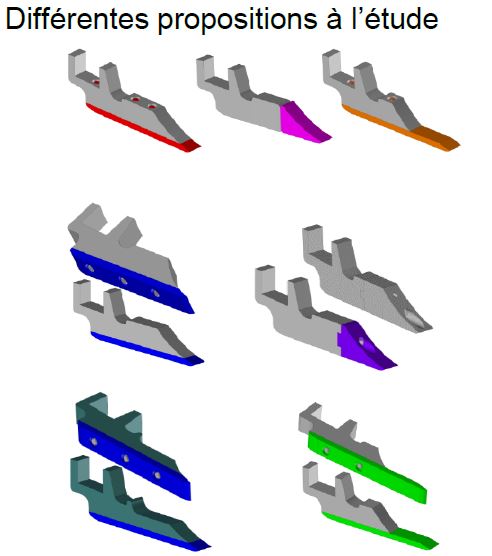
- Modification de la pièce monobloc pour intégrer une pièce d’usure plus légère et interchangeable.
- Réalisation d'un assemblage mécano-soudé plutôt qu’un bloc taillé dans la masse.
- Etude de différentes propositions
Coût (main d’œuvre et matériel)
MO 100% interne groupe :
– 1 Dessinateur, 1 Ingénieur, l’équipe de la forge, support CI et service médicale entreprise (médecin/ergonome)
– Analyse/Calcul par éléments finis – Etude ArcelorMittal via support R&D (à faire)
Matériel :
– Utilisation équipement existant (oxycoupeuse)
– Matière première existante utilisé pour le process initial
Contact
Nom du pilote
Gilbert DEHON
Société et Etablissement
ArcelorMittal - site de Belval (Luxembourg)
Service
Production – Atelier Grand Outillage
Adresse email
gilbert.dehon@arcelormittal.com
Téléphone
00352 5550 2089 (accueil site)
Accès rapide